Metallographic Sample Preparation
Kemet Micrologue contains a number of case studies describing various sample preparation methods and the results obtained by applying these methods. It contains the conclusions of an extensive and intense work that has been conducted at the Application Lab.
PLEASE NOTE: ETCHING REAGENTS CURRENTLY NOT AVAILABLE FROM KEMET
Disclaimer: Sample preparation techniques are for guidance purposes only. Kemet recommend these should be tested on non-critical samples first and offer free trials to help establish the optimum process using Kemet equipment and consumables.
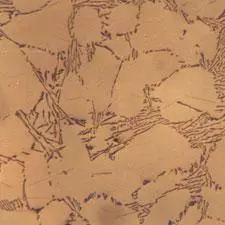
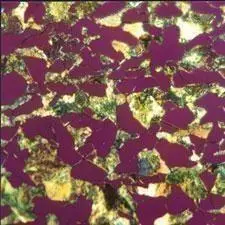
Material: A-356 Al-Si Cast Alloy
Results: This alloy is a commonly used engineering material. The microstructure consists of aluminium rich primary solid solution region and euectic.
Etching: 10gr. NaOH+100ml H2O
Cutting: TRENO-NF Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Mounting Press with Black Phenolic Hot Mounting Resin
Mechanical Preparation: Forcipol 102 grinding and polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 220 Grit | Water | 25 | Until Flat | 250 | Contra |
| Grinding | Diamond Grinding Disc | 600 Grit | Water | 25 | 2 | 250 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 1200 Grit | Water | 25 | 3 | 300 | Contra |
| Pre Polishing. | Fine Grinding disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | CHEM-HM Polishing Pad | COL-K NC | None | 15 | 1 | 150 | Contra |
Magnification: 125X (Brightfield)
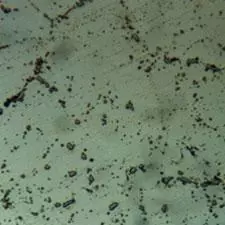
Material: AA8011 Aluminium Alloy
Results: The microstructure of wrought aluminium alloy containing low silicon and iron consists of intermetallic phases (dark areas) in aluminium matrix.
Etching: 10gr. NaOH+100ml H2O
Cutting: TRENO-NF SiC cut off wheel.
Mounting: ECOPRESS 102 Automatic Mounting Press with Acrylic Transparent Powder
Mechanical Preparation: Forcipol 102 grinding and polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 220 Grit | Water | 25 | Until Flat | 250 | Contra |
| Grinding | Diamond Grinding Disc | 600 Grit | Water | 25 | 2 | 300 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 1200 Grit | Water | 25 | 3 | 300 | Contra |
| Pre Polishing. | Fine Grinding disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | CHEM-H Polishing Pad | COL-K NC | None | 15 | 1 | 150 | Contra |
Magnification: 800X (Brightfield)
Material: AISI 316L Austenitic Stainless Steel
Results: Since the material is highly sensitive against surface deformations, low sample force during mechanical preparation is recommended. Annealed twins can be seen in the microstructure.
Etching: 10% oxalic acid
Cutting: TRENO-M Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Mounting Press with Black-Epoxy (600811)
Mechanical Preparation: Forcipol 202 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 25 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MRE Polishing Pad | 6µ Aquapol-P Diamond Suspension | Blue | 20 | 3 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 20 | 3 | 150 | Contra |
Alternative Prcoess
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 220 Grit | Water | 25 | 2 min. or until plane | 300 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 600 Grit | Water | 25 | 2 | 300 | Contra |
| Fine Grinding. | Green Fine Grinding disc | 9µ Aquapol-P Diamond Suspension | Water | 25 | 5 | 300 | Contra |
| Pre Polishing | ASFL Polishing Pad | 3µ Aquapol-P Diamond Suspension | Blue | 20 | 3 | 150 | Contra |
| Final Polishing | NSH-B Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 20 | 3 | 150 | Contra |
Magnification: 800X

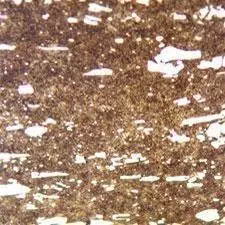
Material: AISI 4340 Low alloy steel
Results: This widely used low alloy steel is usually quenched and tempered. Microstructure consists of fine carbide particles in tempered martensitic matrix. Below giben preparation method results is scratch free surface. A bit over etching helps the carbides to be seen.
Etching: 4% Nital
Cutting: TRENO-M Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Automatic Mounting Press with Black-Epoxy (600811)
Mechanical Preparation: Forcipol 102 grinding nad polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 320 Grit | Water | 25 | 1 | 250 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 1200 Grit | Water | 25 | 1 | 300 | Contra |
| Pre Polishing. | Fine Grinding disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 1 | 150 | Contra |
Alternative Process
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Kemet Dia Grinding Disc | 76µ Diamond grinding | Water | 25 | Until Plane | 250 | Comp |
| Planar Grinding | Kemet Dia Grinding Disc | 30µ Diamond grinding | Water | 25 | 2 | 250 | Comp |
| Fine Grinding | Kemet Dia Grinding Disc | 15µ Diamond grinding | Water | 25 | 2 | 300 | Comp |
| Pre Polishing. | Kemet Polishing Disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 1 | 150 | Contra |
Magnification: 800X (Brightfield)
Material: AISI D2 Cold Work Tool Steel
Results: AISI D2 has high hardness value and high wear resistance due to its high content of chromium and carbon. Since there are many primary alloy carbides, a careful sample preparation is required. Long preparation time and overetching should be avoided. Below given procedure prevents edge roundness.
Etching: 10% Picric Acid + 100 ml. Ethanol
Cutting: TRENO-S Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Automatic Mounting Press with Black-Epoxy (600811)
Mechanical Preparation: Forcipol 202 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 30 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MST Polishing Pad | 6µ Aquapol-P Diamond Suspension | Blue | 15 | 3 | 150 | Contra |
| Final Polishing | MSF or MSFL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
Magnification: 180X
Material: AISI M2 High Speed Tool Steel
Results: The microstructure of this high alloy steel consists of alloy carbides in martensitic matrix. Differential interference contrast makes the primary carbides visible.
Etching: 10% Picric Acid + 100ml Ethanol
Cutting: TRENO-S Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Automatic Mounting Press with Black Penolic or Black-Epoxy
Mechanical Preparation: Forcipol 102 grinding and polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding | 220 grit Diamond grinding | Water | 25 | until plane | 250 | Contra |
| Fine Grinding. | Diamond Grinding | 600 grit Diamond grinding | Water | 25 | 2 | 300 | Contra |
| Pre Polishing | Fine Grinding disc Green | 6µ Aquapol-M Diamond Suspension | Blue | 30 | 4 | 150 | Contra |
| Final Polishing | ASFL Polishing Pad | 3µ Aquapol-M Diamond Suspension | Blue | 15 | 2 | 150 | Contra |
Magnification: 180X

Material: AISI 1020 (Carbon Steel)
Results: The microstructure of AISI 1020 Steel (commonly used in metal constructions) consists of pearlite areas distributed in large ferrite areas. Grain boundries can be seen. For such soft materials, it is recommended to apply low force on the samples to prevent ferrite deformation.
Etching: 2% Nital
Cutting: TRENO-H Aluminium Oxide cut off wheel
Mounting: ECOPRESS 102 Mounting Press with Black Phenolic Powder
Mechanical Preparation: Forcipol 102 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 25 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MRE Polishing Pad | 6µ Aquapol-P Diamond Suspension | GW2 | 20 | 3 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | GW2 | 20 | 3 | 150 | Contra |
Magnification: 80X

Material: AISI 1040 (Carbon Steel)
Results: The microstructural analysis of AISI 1040 which is a widely used steel, is quite straight forward. Microstructure consists of evenly distributed pearlitic and ferritic areas. Grain boundries are visible. In case inclusion rating will be made, it is recommended to use higher force on the sample during mechanical perparation.
Etching: 2% Nital
Cutting: TRENO-M Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Mounting Press with Black Phenolic Powder
Mechanical Preparation: Forcipol 202 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 25 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MRE Polishing Pad | 6µ Aquapol-P Diamond Suspension | GW2 | 20 | 3 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | GW2 | 20 | 3 | 150 | Contra |
Magnification: 400X (Ferritic - Pearlitic microstructure, polarized light)
Material: AISI 4140 Low alloy steel
Results: Typical tempered martensitic microstructure can be seen in AISI 4140 steel which is commonly used in automative parts. If inlcusion rating will be done, higher wheel speeds and lower mechanical preparation times are recommended.
Etching: 4% Nital
Cutting: TRENO-S Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Automatic Mounting Press with Black-Epoxy (600811)
Mechanical Preparation: Forcipol 202 + 250mm Platens + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 30 | 2 min. oruntil plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MRE Polishing Pad | 6µ Aquapol-P Diamond Suspension | Blue | 20 | 3 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
Magnification: 180X (Brightfield)

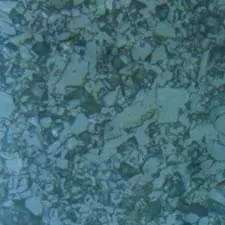
Material: Alumina
Results: In this slip-casted and sintered alumina grain structure is easily seen. Due to high hardness level, diamond grinding pads can also be used for grinding operation.
Etching: Phospheric Acid (boiling)
Cutting: SERVOCUT A-250 Cut-off machine with ø250 D126B Diamond cut-off wheel.
Mounting: ECOPRESS 102 Automatic Mounting Press with Hard Black Epoxy resin
Mechanical Preparation: Forcipol 102 grinding and polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 220 Grit | Water | 25 | Until Flat | 250 | Contra |
| Grinding | Diamond Grinding Disc | 600 Grit | Water | 25 | 2 | 300 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 1200 Grit | Water | 25 | 1 | 300 | Contra |
| Pre Polishing | Fine Grinding disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 1 | 150 | Contra |
Magnification: 800X
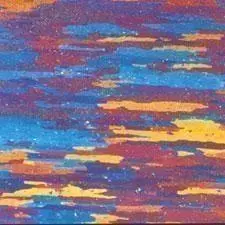
Material: AA7075 Aluminium, wrought
Results: The microstructure of heat treated AA 7075 alloy has elongated grains in the cold working direction. The difference in the colour is due to the different grain orientations.
Etching: 10gr. NaOH+100ml H2O
Cutting: TRENO-NF Silicon Carbide cut off wheel.
Mounting: ECOPRESS 102 Mounting Press with Black Phenolic Hot Mounting Resin
Mechanical Preparation: Forcipol 102 grinding and polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 220 Grit | Water | 25 | Until Flat | 250 | Contra |
| Grinding | Diamond Grinding Disc | 600 Grit | Water | 25 | 2 | 300 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 1200 Grit | Water | 25 | 1 | 300 | Contra |
| Pre Polishing. | Fine Grinding disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | CHEM-H Polishing Pad | COL-K NC | Water | 15 | 1 | 150 | Contra |
Magnification: 90X (Polarized Light)
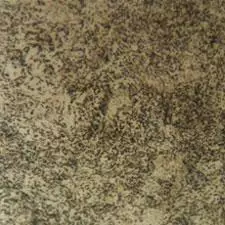
Material: Chilled Cast Iron
Results: Chilled zone has a lighter colour and the remaining darker area is gray iron.
Etching: 3% Nital
Cutting: TRENO-H Aluminium Oxide cut off wheel.
Mounting: ECOPRESS 102 Mounting Press with Black Phenolic Hot Mounting Resin
Mechanical Preparation: Forcipol 202 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 25 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 1200 Grit SiC | Water | 20 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Final Polishing | MRE Polishing Pad | Alpha Alumina. 1µ Powder | Water | 15 | 4 | 150 | Comp. |
Magnification: 300X (Brightfield)

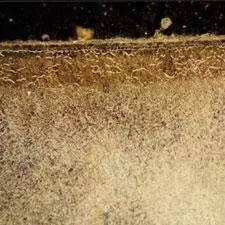
Material: Cu-Au Coating on watch band
Results: The coating layer is clearly visible and can be measured easily. In order to prevent coating material from breaking, the sample has been cold mounted before cutting.
Cutting: Micracut 152 Precision Cut-off machine with ø150 CBN Cutting wheel
Mounting: Cold Mounting Epoxy KEPT
Mechanical Preparation: Forcipol 202 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 25 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MRE Polishing Pad | 6µ Aquapol-P Diamond Suspension | Blue | 15 | 3 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 3 | 150 | Contra |
Magnification: 400X

Material: DIN 1.2344 Hot Work Tool Steel
Results: In nitrited surface, the white layer and the diffusion zone underneath are clearly seen. Case depth is approx. 50 microns and the hardness is 110º kg/mm². Low cutting force with lower feed is recommended. Edge roundness should be avoided.
Etching: 10% Picric Acid + 100 ml. Ethanol
Cutting: General purpose 8A80KBK Aluminium Oxide cut-off wheel. TRENO-S Aluminium Oxide cut off wheel can also be used.
Mounting: ECOPRESS 102 Automatic Mounting Press with Black-Epoxy (600811)
Mechanical Preparation: FORCIPOL 202 Grinding / Polishing Machine + FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 30 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 25 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Pre Polishing | MST Polishing Pad | 6µ Aquapol-P Diamond Suspension | Blue | 15 | 3 | 150 | Contra |
| Final Polishing | MSF/MSFL Polishing Pad | 1µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
Magnification: 180X (Brightfield)
Material: Glass
Results: The calsium carbonate crystal on the corroded surface of a glass.
Cutting: DIMOS Diamond cut-off wheel
Mounting: Cold Mounting and Embedding Form
Mechanical Preparation: Forcipol 102 grinding and polishing system.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Diamond Grinding Disc | 220 Grit | Water | 25 | Until Flat | 250 | Contra |
| Grinding | Diamond Grinding Disc | 600 Grit | Water | 25 | 2 | 250 | Contra |
| Fine Grinding. | Diamond Grinding Disc | 1200 Grit | Water | 25 | 3 | 300 | Contra |
| Pre Polishing | Fine Grinding disc Green | 3µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
| Final Polishing | MBL Polishing Pad | 0.25µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |

Material: Glass
Results: The defect on the surface of a glass.
Cutting: DIMOS Diamond cut-off wheel
Mounting: Cold Mounting and Embedding Form
Mechanical Preparation: Forcipol 102 Grinding / Polishing Machine +FORCIMAT Automatic Specimen Mover.
| Parameter / Stage | Surface | Abrasive | Lubricant | Force per Sample, (N) | Time min. | Disc Speed, rpm | Relative Rotation |
|---|---|---|---|---|---|---|---|
| Planar Grinding | Met Disc Paper | 180 Grit SiC | Water | 30 | 2 min. or until plane | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 400 Grit SiC | Water | 30 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 600 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 800 Grit SiC | Water | 25 | 2 | 300 | Contra |
| Bramet Disc Paper | |||||||
| Fine Grinding. | Met Disc Paper | 1200 Grit SiC | Water | 20 | 2 | 250 | Contra |
| Bramet Disc Paper | |||||||
| Final Polishing | MBL Polishing Pad | 0.25µ Aquapol-P Diamond Suspension | Blue | 15 | 4 | 150 | Contra |
