Abrasive cut-off wheels
Selecting the right cut-off wheel ensures freedom from burn and distortion and is the best way to save time and consumables. Correct cutting produce specimens which are in perfect condition for the next preparation steps.
The most commonly used abrasives for the cutting of different materials are Silicon Carbide and Aluminium Oxide. Silicon carbide is suitable for non-ferrous metals whereas Aluminium oxide is preferred for ferrous metals. Hard wheels are used for cutting soft materials while soft wheels are recommended for cutting harder materials. TRENO type wheels are used to obtain superior cut surfaces.
Ultra Thin Precision Abrasive Cut-off Wheels
Ultra Thin TRENO MT/HT/MP/HP series abrasive cut-off wheels have the same properties as the standard TRENO wheels. Ultra Thin TRENO wheels are ideal for sectioning small specimens like screws, nuts or any other precision parts. It provides extremely low heat generation thanks to it's low thickness.

Premium Quality Abrasive Cut-off Wheels
TRENO NF/H/M/S/SS series abrasive cut-off wheels provide best specimen surface quality and fastest cutting speed with optimum wheel life. It guarantees minimum heat generation and perfect specimen surface. Reduces time and consumable consumption for next sample preparation processes.
Long Life Abrasive Cut-off Wheels
TRENO-DUR brings you an exceptionally fast-cutting and long-lasting wheels. It is extremely cost effective when considering average wear rate. It provides optimum specimen surface quality and cutting speed. Ideal for high volume cutting operations, process control labs, cut-check applications etc.
| Name | Diameter (mm) | Arbor (mm) | Thickness (mm) | Abrasive Type | Recommended for cutting | Code |
|---|---|---|---|---|---|---|
| TRENO-HP | 150 | 12.7 | 0.8 | Silicon Carbide | Non-Ferrous materials and stainless steels | 345530 |
| TRENO-MP | 150 | 12.7 | 0.8 | Aluminium Oxide | Medium hard, hardened steels and ferrous materials > 23 HRC | 345531 |
| TRENO-HP | 200 | 12.7 | 1 | Silicon Carbide | Non-Ferrous materials and stainless steels | 345412 |
| TRENO-MP | 200 | 12.7 | 1 | Aluminium Oxide | Medium hard, hardened steels and ferrous materials > 23 HRC | 345413 |
| TRENO-HT | 250 | 32 | 1 | Aluminium Oxide | Soft Steel and ferrous materials >20-35 HRC< | * |
| TRENO-MT | 250 | 32 | 1 | Aluminium Oxide | Medium Hard Steels and ferrous materials >38-58HRC< | * |
| TRENO-NF | 250 | 32 | 1.6 | Silicon Carbide | Non-Ferrous materials | 600355 |
| TRENO-H | 250 | 32 | 1.6 | Aluminium Oxide | Soft Steels and ferrous materials < 23 HRC | 600351 |
| TRENO-M | 250 | 32 | 1.6 | Aluminium Oxide | Medium Hard Steels and ferrous materials > 20-35 HRC < | 600352 |
| TRENO-S | 250 | 32 | 1.6 | Aluminium Oxide | Hard Steels and ferrous materials > 35-55 HRC < | 600353 |
| TRENO-SS | 250 | 32 | 1.6 | Aluminium Oxide | Very Hard Steels and ferrous materials > 55-70 HRC | 600354 |
| TRENO-NF | 300 | 32 | 2 | Silicon Carbide | Non-Ferrous materials | 600356 |
| TRENO-H | 300 | 32 | 2 | Aluminium Oxide | Soft Steels and ferrous materials < 23 HRC | 600499 |
| TRENO-M | 300 | 32 | 2 | Aluminium Oxide | Medium Hard Steels and ferrous materials > 20-35 HRC < | 600357 |
| TRENO-S | 300 | 32 | 2 | Aluminium Oxide | Hard Steels and ferrous materials > 35-55 HRC < | 600358 |
| TRENO-SS | 300 | 32 | 2 | Aluminium Oxide | Very Hard Steels and ferrous materials > 55-70 HRC | 600498 |
| TRENO-NF | 350 | 32 | 2.4 | Silicon Carbide | Non-Ferrous materials | 600359 |
| TRENO-M | 350 | 32 | 2.4 | Aluminium Oxide | Medium Hard Steels and ferrous materials > 30-35 HRC < | 600360 |
| TRENO-S | 350 | 32 | 2.4 | Aluminium Oxide | Hard Steels and ferrous materials > 35-55 HRC < | 600361 |
| TRENO-SS | 350 | 32 | 2.4 | Aluminium Oxide | Very Hard Steels and ferrous materials > 55-70 HRC | 600500 |
| TRENO-NF | 400 | 32 | 3 | Silicon Carbide | Non-Ferrous materials | * |
| TRENO-M | 400 | 32 | 3 | Aluminium Oxide | Medium Hard Steels and ferrous materials > 20-35 HRC < | 600362 |
| TRENO-S | 400 | 32 | 3 | Aluminium Oxide | Hard Steels and ferrous materials > 35-55 HRC < | 600363 |
| TRENO-SS | 400 | 32 | 3 | Aluminium Oxide | Very Hard Steels and ferrous materials > 55-70 HRC | 300317 |
| TRENO-M | 432 | 32 | 3 | Aluminium Oxide | Medium Hard Steels and ferrous materials > 20-35 HRC < | * |
| TRENO-S | 432 | 32 | 3 | Aluminium Oxide | Hard Steels and ferrous materials > 35-55 HRC < | * |
* Available on request. Other sizes also available on request. All above are supplied in pack of 10
Cut-Off Wheel Selection Guide
Preparing a specimen for metallographic or micro structural analysis consists of several operations. The first step is to locate the area of interest. Sectioning or cutting is the most common technique for obtaining this area of interest. Proper sectioning guarantees minimal micro structural damage, excessive subsurface damage and damage to secondary phases (e.g. graphite flakes, nodules or grain pull-out). Depending on the material, the sectioning can be categorised into two areas: Abrasive Cutting and Precision Cutting.
Abrasive cutting is generally used for metal specimens and is accomplished with Silicon Carbide and Aluminium Oxide in resin or rubber bonded cut-off wheels. Abrasive cutting should be performed wet with a sufficient amount of cooling fluid that includes lubrication and corrosion protection. Proper blade selection is required to minimise burning and heat generation during cutting which degrades both the specimen surface as well as the blade cutting efficiency. Precision cutting is accomplished with thin diamond blades and is useful for cutting ceramics and minerals as well as some metallic materials.
Selecting the right cut-off wheel ensures freedom from burn and distortion and is the best way to save time and consumables. Correct cutting produce specimens which are in perfect condition for the next preparation steps. The most commonly used abrasives for the cutting of different materials are Silicon Carbide and Aluminium Oxide.
When the cutting motor reaches its maximum load the feed rate is automatically adjusted if needed and then reduced, resulting in perfect cuts and eliminating sample and machine damage. Pulse cutting mode is a standard feature in all automatic models for cutting extra hard specimens. The T-table or the cut-off wheel stops for a short amount of time during a cycle which allows more coolant into the cutting area to minimise sample damage.
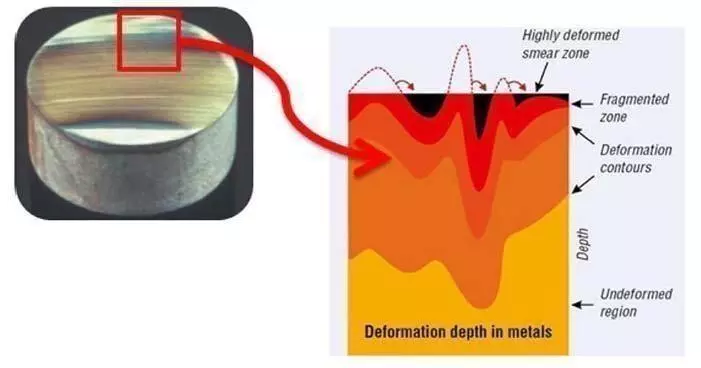
Incorrect wheel choose causes extreme heat generation on the sample surface. This causes very deep layers of the microstructure and deformation on the specimen. For this reason, you can not obtain correct microstructure and hardness values. Choosing the correct cut off wheel is essential for metallography and hardness analysis.
- Hard cut-off wheels must be used for soft materials
- Soft cut-off wheels must be used for Hard materials
Below table is a perfect guide for choosing the best cut-off wheel according to your sample type, hardness and application requirements.
| Material | Requirement | - | 20 HRC | 30 HRC | 40 HRC | 50 HRC | 60 HRC | 70 HRC | + | ||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Non-Ferrous | Superior Surface Quality | TRENO-NF | |||||||||||||||||||||||||||||||
| Non-Ferrous | Precision Cutting | TRENO-HP | |||||||||||||||||||||||||||||||
| Ferrous | Superior Surface Quality | TRENO-H | |||||||||||||||||||||||||||||||
| Ferrous | Ultra Thin Cutting | TRENO-HT | |||||||||||||||||||||||||||||||
| Ferrous | Precision Cutting | TRENO-MP | |||||||||||||||||||||||||||||||
| Ferrous | Extremely Long Life | TRENO-DUR | |||||||||||||||||||||||||||||||
| Titanium/Ductile Materials | Superior Surface Quality | TRENO-Ti | |||||||||||||||||||||||||||||||
| Ferrous | Superior Surface Quality | TRENO-M | |||||||||||||||||||||||||||||||
| Ferrous | Ultra Thin Cutting | TRENO-MT | |||||||||||||||||||||||||||||||
| Ferrous | Superior Surface Quality | TRENO-S | |||||||||||||||||||||||||||||||
| Ferrous | Superior Surface Quality | TRENO-SS | |||||||||||||||||||||||||||||||
| Very Hard Metals | CBN Cutting | CBN | |||||||||||||||||||||||||||||||
| Ceramic/Glass | Diamond Cutting | Diamond | |||||||||||||||||||||||||||||||
Industrial Cut Off Wheel Range
