Case Study - Improve surface finishing of 3D Printed Wheel
The Aim
To develop a finishing process for an additive manufacturing company, that builds 3D parts for a wide array of engineering sectors. The client enquired as to whether we could find a suitable process that would bring a high polished finish to one side of the component whilst leaving the other untouched.
- Improve surface finish and polish one side of the wheel.
- Make sure the mesh side of the wheel is untouched during the finishing process.
The Problem
The 3D printed wheel is manufactured by a 3D printer and built using a 3D mesh. Whilst the front side appears smooth the back of the component would comprise of a very fine mesh with numerous gaps. Therefore, the mesh side of the part must be completely covered to an air tight tolerance during any mass finishing process. This is to ensure that no lodgment of media can contaminate the mesh side as it could impinge on the structural integrity of the component.
3D part before mass finishing
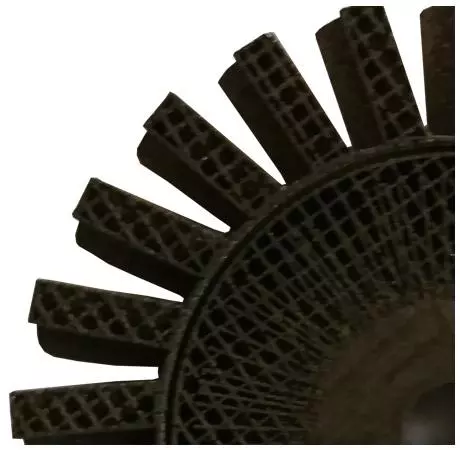
Part before process Mesh Side (side that doesn’t need mass finishing)

Part before process (side that needs mass finishing)
The Process
We examined the component and determined that a masking solution should be developed to cover the mesh side. We designed the masking solution to be air tight in order to not move while the part was processed.
We conducted a 3 stages trial: We carried out the first stage by deburring the wheel in the CHE40 machine with an abrasive ceramic media and an acidic compound. This compound is great for removing scale, brightening and polishing ferrous metals. To smooth the surface we used a medium abrasive ceramic media and the same acidic compound. For a more effective process we finished the parts in the same finishing machine. The last stage included polishing the surface in the CH40 machine using only pre-treated media. In the high energy machine it has been proved that the pre-treated media produces a bright mirror finish in a reduced time.
The result
- This process achieved a 90% loss in roughness average, as requested by the customer.
- The masking solution developed by us was successful and completely protected the rear side of the component.
- Furthermore the polished finish required on one of the surface was achieved in only 3 hours without affecting the other side of the wheel.
Ra Readings
| Stages | Ra Reading |
|---|---|
| Before Process | 4.81 |
| Stage 1 | 1.47 |
| Stage 2 | 0.76 |
| Stage 3 | 0.45 |
| Total Ra Loss | 4.36 |
| % Ra Loss | 90.6 |
