Rock Thin Sections (Petrographic Thin Section Preparation)
In optical mineralogy and petrography, a thin section is a laboratory preparation of a rock, mineral, soil, pottery, bones, even metal sample for use with a polarizing petrographic microscope, electron microscope and electron microprobe. A thin sliver of rock is cut from the sample with a diamond saw and ground optically flat. It is then mounted on a glass slide and then ground smooth using progressively finer abrasive grit until the sample is only 30 μm thick. The method involved using the Michel-Lévy interference colour chart. Typically quartz is used as the gauge to determine thickness as it is one of the most abundant minerals.
When placed between two polarizing filters set at right angles to each other, the optical properties of the minerals in the thin section alter the colour and intensity of the light as seen by the viewer. As different minerals have different optical properties, most rock forming minerals can be easily identified. Plagioclase for example is a clear mineral with multiple parallel twinning planes. The large blue-green minerals are clinopyroxene with some exsolution of orthopyroxene.
Thin sections are prepared in order to investigate the optical properties of the minerals in the rock. This work is a part of petrology and helps to reveal the origin and evolution of the parent rock.

Rock Thin Section Preparation for Limestone
Limestone is a sedimentary rock composed largely of the minerals calcite and aragonite, which are different crystal forms of calcium carbonate (CaCO3). Many limestones are composed from skeletal fragments of marine organisms such as coral or foraminifera. Limestone makes up about 10% of the total volume of all sedimentary rocks. The solubility of limestone in water and weak acid solutions leads to karst landscapes, in which water erodes the limestone over thousands to millions of years. Most cave systems are through limestone bedrock. Limestone has numerous uses, including as building material, as aggregate to form the base of roads, as white pigment or filler in products such as toothpaste or paints, and as a chemical feedstock.
| Cutting & Grinding Stages for Limestone | |
|---|---|
| Equipment Used: | Thin Section Machine - GEOFORM |
| Cutting Disc | Ø200 Diamond Cut-off wheels (Metal Bonded, high conc.) |
| Grinding Wheel | Ø 175 Dıamond cup grinding wheel, 35 mic |
| Standard Slides 27 x 46 x 1.27, 144 pcs. | |
| Polishing Stage for Limestone | |
| Equipment Used: | KemTech III Thin Section Lapping Machine |
| Sample Holder | Vacuum jig (Specimen Fixture) |
| Plate/Pad | Cast Iron Lapping Plate, PSU-M & MBL-M Polishing Pad |
- Start by cutting a 8-10 mm piece from your main stone sample by using the Geoforms’s left side cutting station. Grind the glass slide to make its surface rough to fix the stone sample onto the slide. Rub the stone sample’s flat surface (you can use the Lapping plate on the KemTech III) with Silicone carbide+water to make its surface rough.
- Fix the sample to the glass slide using KEPT epoxy resins then the samples can be placed in the Geofix to assist in bonding the sample to the glass slide under pressure.
- Using the Geoforms’s left side station, put the glass slide to the Vacuum chuck, then cut your samples upto approx. 2.0 mm thickness by using the special slide cut mechanisim on the Geoform.
- Then place the sample to the right station of the Geoform, using the vacuum you can precisely grind your sample. Touch the stone with the micrometer and adjust the digital positioning of the micrometer to zero, then start grinding the stones surface with the grinding cup from approx. 2.0mm to 80 microns. You can grind with 50 mic steps when the samples thickness is 200 micron
- Set the KemTech vacuum jig to the required final thickness and then mount the uniformly ground samples to the vacuum jig face.
- Lap on the KemTech III machine using a Silicone carbide/water mix until the jigs diamond faced stop ring fully contacts the cast iron lapping plate. There is a change in sound when this point is reached. This means the slides have been lapped to the set thickness.
- Remove the slides from the jig and clean and inspect. The slides are now ready for polishing on the KemTech III.
- Clean the Vacuum jig in an ultrasonic cleaner to ensure all lapping slurry contamination has been removed and adjust the diamond stop ring so that it is above the vacuum face plate.
- Change the cast iron lapping plate to the aluminium lift off disc and mount a PSU-M polishing pad.
- Charge the Aku-Disp slurry pump (separate pump heads are available) with Diamond suspension and programme the pump to dispense a 2 second supply of slurry every 8-10 seconds.
- Mount the now lapped samples to the clean vacuum jig and polish on the PSU & MBL cloths working down the Diamond suspension micron size to the required thickness and surface finish, approx. 30micron. Remove the samples and clean. The slides are now ready for analysis.


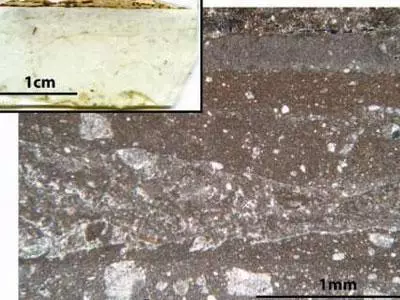
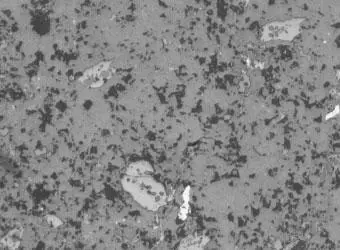
Limestone

Limestone microstructure
Limestone: After cutting operation (10x)
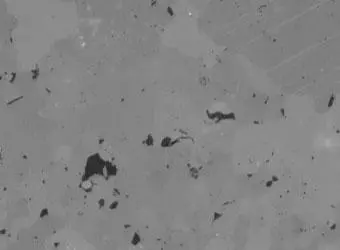
Limestone: Ground by 6 μ diamond (10x)
Limestone: Polished by 3 μ diamond paste (10x)
Limestone: Polished by 1 μ diamond paste (10x)
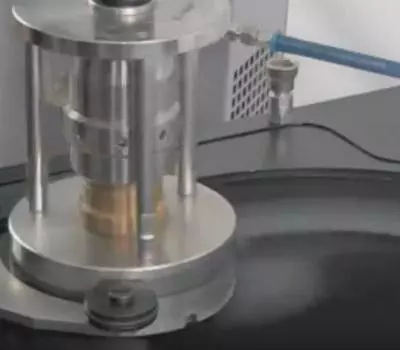
Rock Thin Section Preparation of MgO-Cr Brick
Precision Cutting / Sectioning Stage
Equipment: Geoform
Cutting Fluid: Kemet Cutting Fluid
Cut off Wheel: Diamond Cutting Disc
The sample is attached with universal specimen vices to the Geoform and the feed rate sould be set as 150 rpm.

Cold Mounting Stage
Embedding form Dia.: 25-40 mm
Cold Mounting Resins: KEPT Epoxy
The cut specimens has to be dried completely, either through standard dring or using a hot plate at 35°C. After that the epoxy resin is mixed (mixing ratio 2:1), the mix is then poured into a mould and allowed to set. The moulded samples are placed in the KemVac under 650 mm/Hg vacuum for 10-12 min. After a short time you can observe air bubbles in the mounting mixture, air bubbles will normally disappear within 45 minutes. Adjust the vacuum to 100 mmHg-130 mmHg using the vacuum gauge. Hardening time is approximately 8 hours.

Cutting & Grinding Specimens with the Geoform
When you’re about to cut samples on the Geoform, it is best that they are left about 10 mm thick in a previous cutting step. When thinner, the cutting blade might shoot off. With the Geoform, you cut your samples, judging on eye sight, to 2 – 3 mm thick. You can replace the cutting disc by removing the 2 pockets in the front and then placing that part of the machine plate upwards. You should also note that you aim the water jet on the diamond edge of the disc.
A circulation system is always useful. You consume a lot of water. You do not need refrigerant in this unit. No rust inhibitor either, you do not work with metals here. You “clamp” the products through vacuum. The counter of this must be at -600 to -500. You can clamp slides of 1 "x 2", 1 "x 3" and 2 "x 3". On the clamp there are pockets that you can slide out according to the size of your glass, so that it can’t slide away. Do not set the height of this in excess of the thickness you want to keep.
On both sides there is a water container for the vacuum pump. Make sure this is definitely below the maximum level. Otherwise, the pump will break and they are not cheap. It is best to mention in a work instruction to empty it every time before starting.
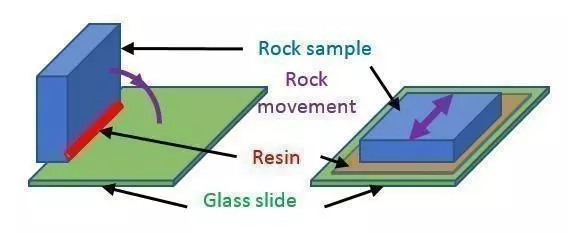
To work efficiently, it is best to flatten your glass sheets first. Then they are definitely flat and do not make a deviation. Additionally, when you do this on the KemTech III with a vacuum jig, they are all equally thick, so you only have to adjust your micrometre clock once. It's also best to frost the slides, or at least at the sample side. This ensures better adhesion with the embedding agent. Stitch the stone by lubricating on one edge of the underside and then tilting it (see below picture). Then move linearly up and down to divide the resin under your sample. When done well, you should have a layer thickness around 10 micron. Takes this into account when aiming for the right thickness and positioning the micrometre.
You let this rest under pressure. It is of course a good idea, and depending on how thin you want to go even necessary, to first lap the samples on the bonding edge. The samples are now made and mounted as they should be. Then there is still the flatness of the vacuum holders of the Geoform. They can be flattened with the "grinder" or, even better, by flat lapping.
Cutting is quite straightforward. With the grinding you have to take into account the following. Up to a thickness of 200 microns, you can take 50 micron increments per motion (back and forth = 1 motion). With very hard rocks, you need smaller increments. From that point on you will continue in steps of 20 microns. With 50 micron steps you run the risk of burnishing, and when you have only so little material left, you will no longer be able to get rid of it in a possible post lapping / polishing process.
When grinding, turn the clock to "0" where the glass just touches the disc. Then you go back as far as the thickness you want to keep and put it back to "0". If you will do some flat lapping afterwards, you can set it to 200 μm. Otherwise you can grind further, but the limit will be at about 80 μm. When calculating with the micrometer, do account for the thickness of the resin (10 microns). You lap the glass slides and stone samples on a cast iron plate with SiCa 9.6 μm. You can of course also buy "frosted" glasses.
Glossary of Petrographic Terms
Refractory materials
A refractory material is one that retains its strength at high temperatures. ASTM C71 defines refractories as "non-metallic materials having those chemical and physical properties that make them applicable for structures, or as components of systems, that are exposed to environments above 1,000 °F (811 K; 538 °C)".[1] Refractory materials are used in linings for furnaces, kilns, incinerators and reactors. They are also used to make crucibles. Refractory materials must be chemically and physically stable at high temperatures. Depending on the operating environment, they need to be resistant to thermal shock, be chemically inert, and/or have specific ranges of thermal conductivity and of the coefficient of thermal expansion.
The oxides of aluminium (alumina), silicon (silica) and magnesium (magnesia) are the most important materials used in the manufacturing of refractories. Another oxide usually found in refractories is the oxide of calcium (lime). Fire clays are also widely used in the manufacture of refractories. Refractories must be chosen according to the conditions they will face. Some applications require special refractory materials. Zirconia is used when the material must withstand extremely high temperatures. Silicon carbide and carbon (graphite) are two other refractory materials used in some very severe temperature conditions, but they cannot be used in contact with oxygen, as they will oxidize and burn.
Classification of refractory materials Refractories can be classified on the basis of chemical composition, method of manufacture, physical form or according to their applications. Based on chemical composition Acidic refractories These are used in areas where slag and atmosphere are acidic. They are stable to acids but attacked by alkalis. The main raw materials belongs to the RO2 group, ex- silica (SiO2), zirconia (ZrO2), etc.
Neutral refractories
These are used in areas where slags and atmosphere are either acidic or basic and are chemically stable to both acids and bases. The main raw materials belongs to, but not confined to, R2O3 group. The common examples of these materials are alumina (Al2O3), chromia (Cr2O3) and carbon.
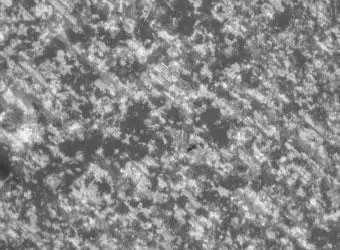
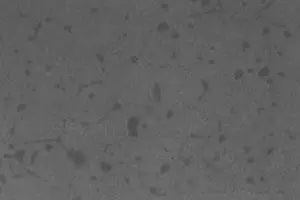
Microstructure of high density sintered magnesite, containing 97% MgO
Basic refractories
These are used on areas where slags and atmosphere are basic, stable to alkaline materials but reacts with acids. The main raw materials belong to the RO group to which magnesia (MgO) is a very common example. Other examples includes dolomite and chrome-magnesia. Based on method of manufacture
- Dry press process
- Fused cast
- Hand molded
- Formed (normal, fired or chemically bonded)
- Un-formed (monolithic-plastic, ramming and gunning mass, castables)
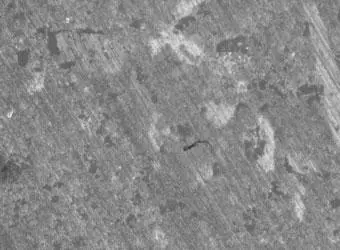
The microstructure of grain of standard liquefied MgO

Shaped
These have fixed size and shapes. These may be further divided into standard shapes and special shapes. Standard shapes have dimension that are conformed by most refractory manufacturers and are generally applicable to kilns or furnaces of the same types. Special shapes are specifically made for particular kilns or furnaces.
Unshaped
These are without definite form and are only given shape upon application. These types are better known as monolithic refractories. The common examples are plastic masses, Ramming masses, castables, gunning masses, fettling mix, mortars etc.
Refractory anchorage
All refractory require anchorage systems such as wire formed anchors, formed metal (for example, hexmetal) or ceramic tiles to support the refractory linings. The anchorage used for refractory on roofs and vertical walls are more critical as they must remain able to support the weight of refractory even at the elevated temperatures and operating conditions. The commonly used anchorages have circular or rectangular cross-section. Circular cross-section are used for low thickness refractory and they support less weight per unit area; whereas the rectangular crosssection is used for high thickness refractory and can support higher weight of refractory per unit area. The number of anchors to be used depend on the operating conditions and the refractory materials. The choice of anchors material, shape, numbers and size has significant impact on the useful life of the refractory.
Corrosion Test of cylindrical 30 MgO Spinel
Spinel with 30 Si + 30 Zirkon
