Thermosetting Resins Troubleshooting
The most important properties of a hot mounting compound are; Hardness, Shrinkage and Viscosity. The Hardness of the compound should match the hardness of the specimen in order to avoid uneven abrasion during grinding. If the shrinkage during curing is large, a gap between the specimen and the mount will occur and the edge will not be adequately protected. Viscosity should allow the compound to contact all areas of the sample.
| Problem | Cause | Solution | |
|---|---|---|---|
 | Radial Cracking | Too large sample section. | Increase mould diameter or reduce specimen size. The distance between the specimen and the cylinder wall must be a minimum of 3 mm to avoid cracks in the resin. |
| Sample corners too sharp. | Decrease samples size. Round sample corners. | ||
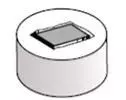 | Edge Shrinkage | Incorrect resin choice. | Try with a lower linear shrinkage value. |
| Dirty sample surfaces. | Clean and dry samples thoroughly. | ||
| Mount not fully cooled under pressure. | Increase the cooling time. | ||
 | Mold appears grainy with insufficient compression. | Curing temperature too low. | Increase cure temperature. |
| Heat time too short. | Increase heat time. | ||
| Insufficient mounting pressure. | Increase mounting pressure. | ||
 | Bulging or soft mould | Insufficient process. | Increase heat time. |
| Increase mounting pressure. | |||
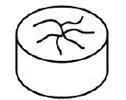
 | Circumferential Cracks | Absorbed moisture. | Store resin in a dry area. |
| Keep resin containers closed. | |||
| Dry resins at low temperatures. | |||
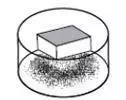 | Cotton ball Effect | Excessive cooling rate | Reduce the cooling rate by choosing "cooling by time" |
| Insufficient heating time | Increase the heating time. | ||



