Deburring: How to adjust the edge break amount and making a sharp edge or R edge
Can you control the edge shape?
It will be difficult to deburr without breaking the edge, because burrs are part of the work piece, we cannot avoid breaking the edge to some extent, but we can adjust the edge break amount by changing the processing conditions and brush type/colour. Processing conditions and brush type/colour are crucial to add shape. The case study example below shows the processing conditions, we had to investigate which parameter produced the biggest effect; rotational speed change, depth of cut change or the feed change. We had each parameter and compared each break amount, as a result, changing the rotational speed had the biggest impact on the edge break amount.
R edge
Sharp edge

Processing Conditions

Changing the rotational speed has the biggest impact on the break amount

So, if you would like to change the edge break amount, changing rotational speed is the best option. In regards to the brush type/colour, the table below shows the griding removal amount according to brush types/colours. As you can see in the table, the blue brush grinding power is four times higher than the red one.
Different colours have different grinding power

Change the brush colour

The edge break amount of the blue brush is two times more than the red one, so by changing the brush colour we can adjust the edge break amount to some extent.
We cannot avoid breaking the edge but we can adjust the breaking amount by changing the processing conditions, especially with the rotational speed and brush colour. Reducing the rotational speed or using a softer brush, the grinding power is also reduced.
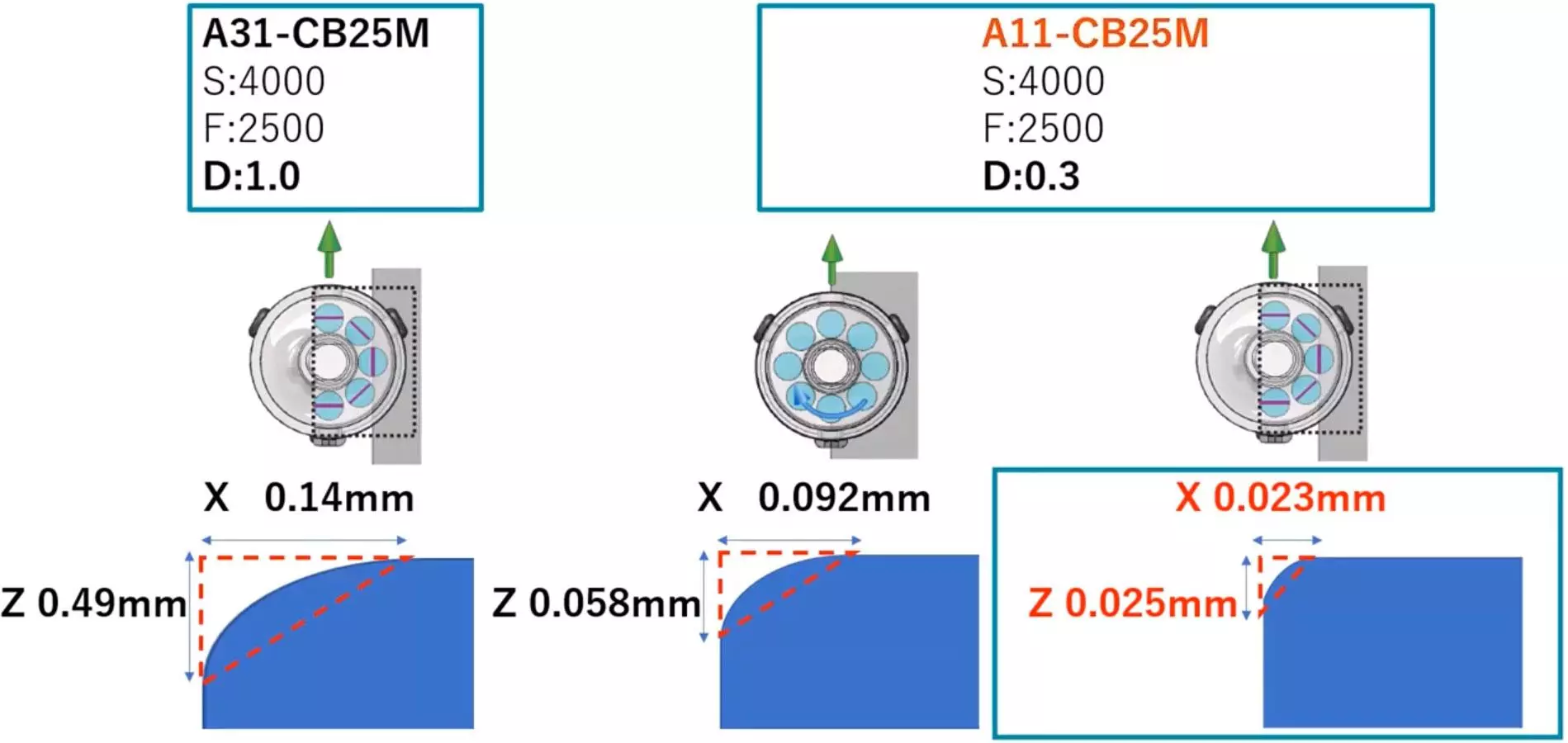
It is sometimes hard to make a sharp edge or edge only by changing the parameters. Firstly, you can control the edge shapes by changing the brush contact ratio, the images below show the edge break amount in x and z axis direction according to brush contact ratio in order of eighty percent, fifty percent and twenty percent from the left. When the brush contact ratio is less than 15 percent, edge break amount in x-axis direction tend to be less. by adjusting brush ratio between 20 and 50 it is possible to make equally rounded edge, so, the edge break amount in x-axis direction could be adjusted almost equal to the edge break amount in the axis direction.
How to make 'R' edge

How to make Sharp edge
If you try to make sharp edge, you can reduce the edge break amount by using the softer brush, reducing the depth of cut and positioning brush segment centre on the edge.
There is also another way to make sharp edge, in the case study methods below, the additional face mirroring process is added after the brush process.
Why didn't the burrs occur after the face milling process? Going back to the previous lesson, ‘basics of burrs’, when the edge angle before the cutting process is shallow, the burr becomes smaller compared to the steep edge angle, in this case after brush process, the edge angle is shallow and the edge is round, therefore after phase mirroring process, burrs tend to become smaller and the edge stays sharp as well. For the face mirroring process, set the depth of cut as small as possible so that face mirror is passed through the shallow angle edge.




