Ultrasonic Cleaning Cast Iron Glass Moulds – Removing Burnt-On Carbon
Industrial glass manufacturing demands that cast iron glass moulds are kept in optimal condition to ensure consistent product quality and operational efficiency. Over time, these moulds accumulate stubborn burnt-on carbon deposits and oxidation layers that conventional cleaning methods struggle to address effectively. Finding a reliable, repeatable ultrasonic cleaning process capable of restoring heavily contaminated cast iron glass moulds is a critical operational challenge for many manufacturers. This trial documents a systematic multi-stage ultrasonic cleaning approach using specialist alkaline and acidic cleaning agents, including H14 and F60 Ciro, to achieve complete removal of carbon contamination and rust, while also evaluating the additional benefits of thermal pre-cleaning on final results.
Materials and Equipment
- Components: Glass Moulds (including neck ring components)
- Material: Cast iron
- Contaminants: Burnt-on carbon, oxidation (rust)
- Cleaning Agents: CAVITEC HD PRO / H14 (alkaline), F60 Ciro (acidic), Korrostop 5000 (corrosion inhibitor)
- Ultrasonic Cleaning Machines: Versa 120 Ultrasonic Cleaner (wash, rinse, and hot air dryer configurations)
H14 is a powerful alkaline cleaning solution used at concentrations of 10–30% and temperatures up to 70°C. It is particularly effective at simultaneously removing oxidation and carbon staining from ferrous metal components in a single stage, making it a highly efficient choice for heavily contaminated cast iron parts. F60 Ciro is a milder acidic product applied at 10% concentration and 40°C, used to dissolve remaining soot deposits and brighten the mould surfaces following alkaline cleaning. Korrostop 5000 is added to rinse water at 0.1% concentration to provide essential corrosion protection to the cleaned cast iron surfaces, preventing re-oxidation between processing stages and after drying.
Process Development and Key Findings
Earlier testing with CAVITEC HD PRO solution had revealed that washing components in an acid stage first produced better outcomes by removing the oxidation layer prior to alkaline cleaning. However, subsequent trials identified H14 as a more efficient alternative capable of tackling both rust and carbon contamination in a single step, eliminating the need for an initial separate acid stage. Importantly, testing confirmed that applying the acid before H14 resulted in heavy surface staining due to the fluid's rinsability characteristics and is not recommended. The optimised process therefore begins with H14 to address both contamination types simultaneously before moving to the acid stage for final brightening.
Recommended Cleaning Process
Based on the trial results, the following five-stage ultrasonic cleaning process is recommended for cast iron glass moulds contaminated with burnt-on carbon and oxidation:
Stage 1 – Ultrasonic Wash with H14 (Alkaline): Components are processed in the Versa 120 ultrasonic cleaner at 30 kHz using H14 at 30% concentration and 70°C. This stage simultaneously removes both the oxidation layer and carbon contamination, conditioning the surface for subsequent acid treatment.
Stage 2 – Tap Water Rinse with Corrosion Inhibitor: Components are rinsed in tap water containing 0.1% Korrostop 5000 at 30°C to remove alkaline residues and provide immediate corrosion protection to the cleaned cast iron surfaces.
Stage 3 – Ultrasonic Wash with F60 Ciro (Acidic): Components undergo a further ultrasonic cleaning cycle at 30 kHz using F60 Ciro at 10% concentration and 40°C. This stage removes residual soot deposits and brightens the mould surfaces.
Stage 4 – Ultrasonic Rinse with Corrosion Inhibitor: A final ultrasonic rinse at 30 kHz in tap water with 0.1% Korrostop 5000 at 30°C ensures all cleaning agent residues are thoroughly removed whilst maintaining corrosion protection.
Stage 5 – Hot Air Drying: Components are dried in the Versa 120 hot air dryer at 120°C to remove all moisture and prevent rust formation on the freshly cleaned cast iron surfaces.
Note: This represents the core process layout recommendation. Additional stages or extended cycle times may be required depending on throughput volume and severity of contamination.
Consumables & Equipment
- Stage 1 – Versa 120 Ultrasonic | CAVITEC HD PRO / H14 | 70°C | 10–30%
- Stage 2 – Versa 120 Rinse | Tap water + Korrostop 5000 | 30°C | 100% water + 0.1% additive
- Stage 3 – Versa 120 Ultrasonic | F60 Ciro | 40°C | 10%
- Stage 4 – Versa 120 Ultrasonic | Tap water + Korrostop 5000 | 30°C | 99% water + 0.1% additive
- Stage 5 – Versa 120 Hot Air Dryer | N/A | 120°C | N/A
Before and After




Cleaning Process – Individual Mould Results
Mould A – Thermally Pre-Cleaned: Mould A was first cleaned in CAVITEC HD PRO solution for 30 minutes, followed by a tap water rinse of 1 minute. The mould was then processed in F60 Ciro for 10 minutes, followed by a rinse in tap water diluted with Korrostop 5000 corrosion inhibitor. The combination of thermal pre-cleaning and ultrasonic processing delivered a thoroughly cleaned surface with significant carbon removal.
Mould B – Thermally Pre-Cleaned: Mould B was cleaned using H14 alkaline solution for 20 minutes, which proved more effective at contaminant removal than CAVITEC HD PRO in the equivalent stage. Following a one minute tap water rinse, the mould was cleaned in F60 Ciro for 10 minutes and given a final rinse in Korrostop-treated water before being dried for 10 minutes at 120°C. The H14 stage demonstrated notably superior performance in lifting carbon and oxidation deposits.
Mould C - No Thermal Pre-Cleaning: Mould C was processed without any prior thermal cleaning to assess the performance of ultrasonic cleaning alone. The mould underwent a 10 minute cycle in H14 followed by a 1 minute rinse, then 10 minutes in the acid bath followed by a 2 minute final rinse, and was dried for 10 minutes. While the process achieved good results, comparison with thermally pre-cleaned moulds confirmed that thermal pre-treatment enhances the final cleaning outcome.
Mould on the right is Thermally cleaned before ultrasonic cleaning

Both after ultrasonic cleaning, mould on the right was not thermally cleaned beforehand

Neck Ring component cleaning tests
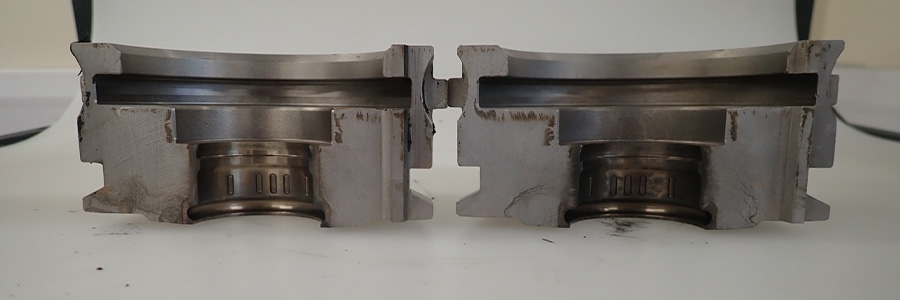
Neck Ring Component Testing
To directly compare the impact of thermal pre-cleaning, two bottle neck ring components were cleaned together in the same basket, one thermally pre-cleaned and one not. Both parts received 10 minutes in H14, a one minute tap water rinse, 10 minutes in the acid bath, a final rinse in Korrostop-treated water, and 10 minutes of hot air drying. The side-by-side comparison clearly demonstrated that thermal pre-cleaning improves cleaning results. However, it was also observed that thermally pre-cleaned parts exhibit a slightly darker or duller metal appearance after processing compared to non-thermally cleaned components, which is a consideration for applications where surface appearance is important.
Results
The multi-stage ultrasonic cleaning trials successfully demonstrated effective removal of burnt-on carbon and oxidation from cast iron glass moulds. The key finding was that H14 alkaline solution offers a significant process efficiency advantage by removing both rust and carbon contamination in a single stage, reducing overall cleaning time and chemical usage compared to earlier CAVITEC-based protocols. Thermal pre-cleaning was confirmed to enhance ultrasonic cleaning results, particularly for heavily contaminated components, though it introduces a slight dulling effect on the metal surface. The recommended five-stage process of H14 alkaline wash, inhibited rinse, F60 Ciro acid wash, inhibited ultrasonic rinse, and hot air drying provides a robust, repeatable solution for restoring contaminated cast iron glass moulds to a clean, protected condition ready for production use.
Before and After

