Thin Section Preparation
Careful consideration should be given in selection of a specimen to be examined under the microscope, which should be representative of the material to be studied. If a structural member has failed in service and the cause of the failure is to be determined by micro-structural examination, then the specimen should be taken from the region which will yield the maximum amount of information. In some instances, such as with rolled shapes, both longitudinal and transverse sections should be examined. Also for comparative purposes, a specimen should be taken from a normal and sound section of the structure.
The most important factor is to produce a section that is free from burning, distortion, and deformation, with the least amount of surface disruption. If the specimen to be examined is to be taken from soft materials, then it may be removed by means of a hacksaw or mechanical cut-off saw.
Abrasive Cutting
The most widely used method of materials sectioning is the use of abrasive wheel cut-off machines. These machines utilise rubber or resin bonded abrasive wheels, impregnated with Silicon Carbide or Aluminium Oxide, and are approximately 1.5mm thick and operate at relatively high speed. Care must be taken in selecting the proper abrasive wheel and providing ample cooling. The original structure of the material may otherwise be drastically altered due to the heat generated during cutting. In general, the specimen should never be heated enough to feel warm to the touch.
An example of where this cut off wheel is used includes the medical industry - to cut hypodermic needles.
Types of Cut Off Machines
Chop-Cutting

Chop-Cutting, pulsed

Table-Feed Cutting
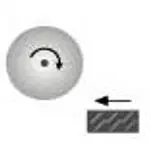
Table-Feed Cutting, pulsed

Digital Positioning
Chop Cutting: The specimen is clamped and the cut off wheel approaches the specimen.
Table Feed Cutting: Feeding the clamped specimen into a rotating cut- off wheel using a slotted feed table.
Proper sectioning is required to minimize damage, which may alter the microstructure and produce false metallographic characterization. Proper cutting requires the correct selection of abrasive type, bonding and size, as well as proper cutting speed, load and coolant.
Abrasive Wheel Bonding
Abrasive wheels are classified as soft (Resin Bonded) or hard (Rubber Bonded), and to their ability to retain or discard their abrasive grains. Hard wheels retain their abrasive better than soft wheels. Generally soft wheels are used to cut hard materials - the soft bond breaks down providing a continuous supply of fresh grains. While for cutting soft and ductile materials, hard bonded wheels are generally recommended as they break down slower and last longer. If a hard wheel is used to cut a hard material, clogging may take place, resulting in the generation of excessive heat and wheel failure. Diamond wheels are normally resin bonded or metal bonded. CBN (cubic boron nitride) wheels are resin bonded.
Wheel Abrasive
Silicon carbide (SiC) is generally used for cutting non-ferrous metals and non-metallic materials. Aluminium oxide (Al203) is generally best used for cutting ferrous metals. Diamond or CBN (cubic boron nitride) are best for ceramics and carbides. Coarse grits are usually used to cut heavier sections as they are faster and cooler. Fine grits are used on more delicate specimens, as they produce better surfaces and generate less burning.
What is Delicate Cutting?
Aluminium oxide cut off wheel used for delicate cutting consists of a thin, rubberised wheel that cut slowly through the material to leave a smooth surface. It cuts with little vibration. It is used on various hardness of metals that require a smooth delicate cut.
Wafering Blades
Wafering blades are used on precision saws, providing precise and accurate sectioning of metallographic samples. There are four main types of abrasive blades - Al203, SiC, Diamond and Cubic Boron Nitride. Blades all normally have a thickness of less than 1mm.
Abrasive Blades
There are two main types of abrasive blades. Rubber bonded Al203 are used for cutting most steels. Rubber bonded SiC wheels are mainly used for cutting non-ferrous materials.
Diamond Blades
Diamond blades have diamond particles bonded in a metal matrix. They come in a wide range of diameters, in either high or low diamond concentration. They are used to cut a range of materials, including alumina, ceramics and concrete.